 中文版
中文版 ENGLISH
ENGLISH
使用寿命长达10年以上
28项专利技术支持,30年技术沉淀,使用精密珩磨钢管、进口台湾鼎基或日本密封件、电镀轴心、整块45号钢数控车铣磨生产零件保障产品质量,产品使用寿命长达10年以上,性能稳定性90%以上,保障企业正常使用。
Guaranteed quality


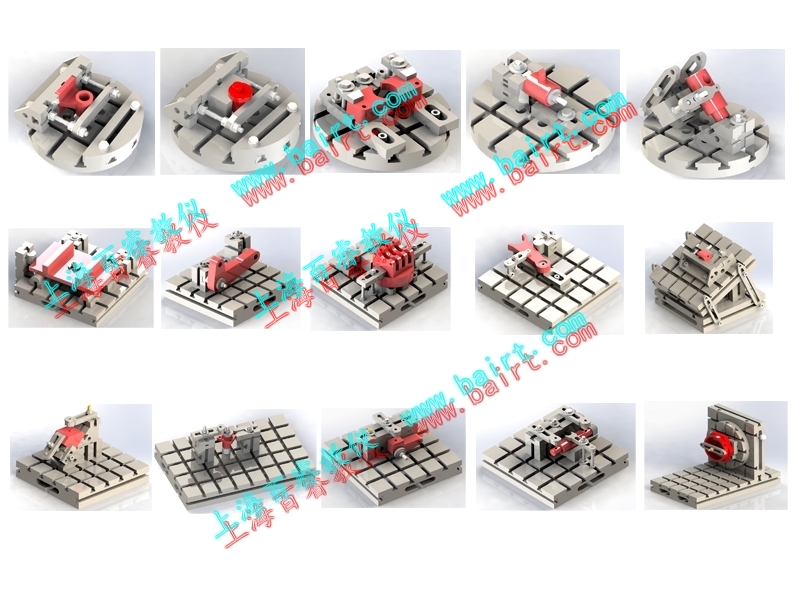
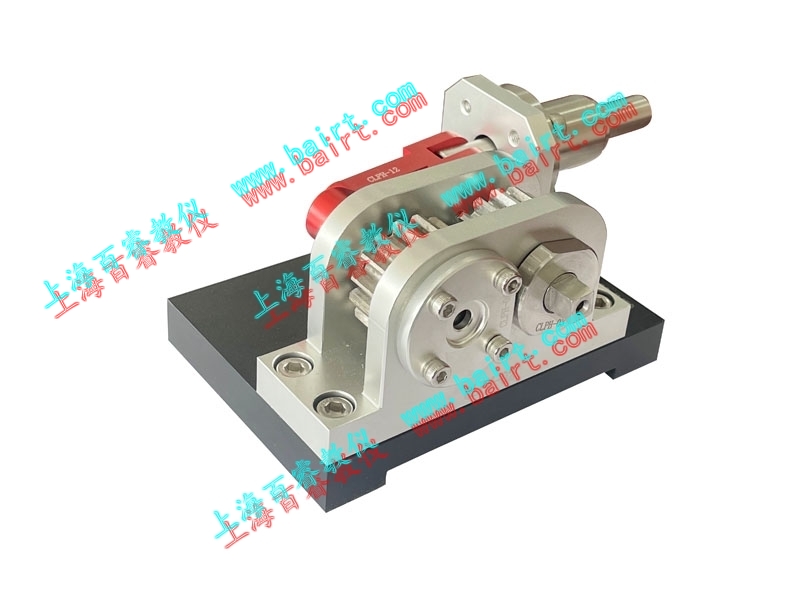
BR-CJJ-B创意型齿轮综合加工传动分析实训台
一)实验项目:
插齿滚齿一体机传动原理创新分析。
插齿滚齿一体机构运动分析(绘制机构运动简图用计算传动比)。
齿轮切制实训:学生可分别用插齿、滚齿加工方法切制蜡制毛坯三种齿数的标准、正变位、负变位齿轮共9种。
对比分析标准齿轮、正变位齿轮、负变位齿轮的加工特点。对比分析根切齿轮和不根切齿轮的齿形特点。
机械传动装置的装拆实验。
机械参数(齿轮参数、尺寸公差及形位公差)测定实验。
二)基本结构:
创意型齿轮综合加工传动分析实训台
本机由机箱、电机、变速机构、滚插切换齿轮机构、滚齿机构、齿坯托盘机构、插齿机构等组成。
1.机箱采用2mm厚的优质冷轧钢板经钣金制造而成,尺寸:长840X宽460X高665mm,下部配四组符合国家标准GB/T14688的ϕ50工业脚轮;上部配置长1000X宽566X厚15mm的硫化台面板,前部设有标准控制箱,后部设置柜门,机箱内可放置工量具。
2.电机:功率P=90W,转速n=无级变速:0—180 r/min
3.变速机构:
滚插切换齿轮机构
滚齿机构
齿坯托盘机构
插齿机构
主要功能:
1.本实训台机械传动路线图:
本
实训台只安装一台90W减速电机,动力由V带传I输出后,分流1-3-4和1-2-14两条路线后,再次分流成9-10-11-12-13和
5-6-9-8,20-21-22-23-24-25和15-16-17-18-19及15-26-28共五条传动路线,带动托盘的左右移动(分别实现滚
齿,插齿的进给运动)另外还有手动螺旋传动五条传动路线间的速比是严格关联的。
2.滚插切换齿轮机构4
本实训台减速电机配带无级调速器,输出转速从0~100%无级可调,电机的回转运动及动力经V带传动1,传至蜗杆传动2,进行一级分流,一路是蜗杆轴端圆柱齿轮传动3,传到换档齿轮机构4,换档齿轮机构。
当
滚插切机构的拨叉拨至最左位置时,动力径4-5-6-7传给滚齿刀8,其转速等于电机转速递;当拨叉拨至最右端时,动力经9-10-11-12-13传至
插刀杆套,使插刀作上下切削运动和刀运动,曲柄摇杆机构12的曲柄转一周,插齿刀完成一个插齿工作行程-退刀-回程-回位运动循环,曲柄转速与电机转速相
同;当拨叉拨至中间位置时,换档齿轮不啮合,既不能滚齿也不能插齿。
3.变速机构
另
一路是动力经蜗杆传动2减速(1:40)后,由蜗轮轴上花键部分传给可滑动的三联齿轮,三联齿轮传动14可分别按36:24、40:20、30:30三档
输出。经链传动20,由20-21-22-23-24带动滚刀架上下运动,从而实现滚齿的切削运动;经链传动15,由15-16-17-18-19带动插
刀转动,由15-26带动齿坯托盘转动。本实训台插刀转速与齿坯托盘转速相同,所以插制的齿轮齿数与插刀齿数相同,对应三联齿轮变速的三个档次,更换插刀
和毛坯,可插出z=20、30、40的三种齿轮。变速机构见图6示。当变速拨叉拨至“20”位置时,可以滚出z=20的齿轮;当变速拨叉拨至“40”位置
时,可以滚出z=40的齿轮;当变速拨叉拨至“30”位置时,速比为2:3,滚刀与齿轮毛坯转速不匹配,产生乱齿现象。
滚齿加工时,刀具与齿坯之间必须有三个相对运动:范成运动(刀具齿坯的转动),切削运动(刀具的上下运动)和进给运动(工件的移动)。
滚
齿传动链完成滚刀的两个运动:一是滚刀8的旋转运动,由传动路线2-3-4-5-6-7,7的从动锥齿轮带动滚刀8轴旋转;二是滚刀的上下运动(切削运
动),由传动路线2-14-20-21-22-23-14,曲柄滑块机构14的滑块与滚刀架固连,实现滚刀架在机架导轨中的上下移动,曲柄转一周,滚刀架
上下移动一次,设计行程为30mm。
5.插齿传动链
插齿加工时,刀具与毛坯之间必须要有四个相对运动,即范成运动(刀具与毛坯的转动),切削运动、进刀运动和让刀运动。
插齿时插刀除转动外还有上下的切削运动与让刀运动。插刀的转动是由—对螺旋曲柄转动16—直齿圆锥齿轮传动17带动花键套—花键轴—万向联轴器—插刀杆转动。
插齿时插刀与让刀除自转外还有上下的切削运动。插刀自转是由一对螺旋齿轮将动力传入,经一对直齿圆柱齿轮运动反向后带动花键套、花键轴、万向联轴器,插刀杆旋转。
本机设计采用了曲柄摇杆机构来实现插刀的上下切削运动及让刀运动。由链轮将动力输入,带动曲柄轮转动,连杆上与插刀杆套上连接点的轨迹符合切削运动—让刀运动的运动轨迹。
6.齿坯托盘传动链
本
实训台滚齿和插齿共用一个齿坯托盘28,齿坯托盘上安装被加工齿轮毛坯。齿坯托盘必须能够转动(范成运动的一部分)和移动。其转动是由三联齿轮变速传动
14经链传动15—螺旋齿轮传动26带动的,插齿时其转速与插刀转速相同;其移动一方面是实现滚齿与插齿转换时,将齿坯移到滚齿或插齿工位,另一方面是实
现滚齿或插齿加工时的进给运动,还可实现加工齿轮的正变位或负变位。齿坯托盘的移动是手动进行的,手轮转动滚蛛丝杠传动27,拖动齿坯托盘在滑轨上左右移
动,移动量由指针和标度刻尺来控制。
7.曲柄摇杆机构12
插
齿加工时,插刀上下往复运动,其向下运动为切削运动,其向上运动是回程。为了避免回程时刀具擦伤工件刚加工好的齿面和减少刀具的磨损,回程时刀具与工件之
间应离开一定的间隙,而在回程结束后下一个切削行程开始之前,插刀应恢复到达原位,插刀的这种让开和恢复原位的运动称为让刀运动。
链传动11的从动链轮轴带动曲柄A B绕A点转动,摇杆C D绕D点摆动,连杆B C做平面运动。通过机构综合,即调整A B、B C、C D、A D及C E的长度尺寸,伎连杆B C上的一点E(在B C延长线上)的轨迹呈“D”型,符合插刀的让刀运动要求。
技术参数:
滚制齿轮参数:
m=2 z=20
m=2 z=30
m=2 z=40
插制齿轮参数:
1)m=2 z=20
2)m=2 z=30
3)m=2 z=40
3.体积:长×宽×高=1000×706×1345(mm)
4.净重:67kg
5.电机功率:90W
6.电压: 220V±10%
7.工作转速:无级变速:0—180 r/min

28项专利技术支持,30年技术沉淀,使用精密珩磨钢管、进口台湾鼎基或日本密封件、电镀轴心、整块45号钢数控车铣磨生产零件保障产品质量,产品使用寿命长达10年以上,性能稳定性90%以上,保障企业正常使用。
Guaranteed quality
7*12h极速响应,10分钟出方案,1小时出图,8s标准化生产工艺,标准生产流程,最快当天发货,不耽误您的生产,助您按期交货。
Fast product delivery
根据您的需求定制产品,可根据您需要尺寸、材料、其他等量身定制,支持非标定制;可上门勘察,出具产品技术方案,提供一站式研发、定制生产,解决您的各种需求,节约成本。
Customizable
产品1年免费换新,终身售后,7*24h为您提供技术支持,“1对1”技术培训,定期回访,不定期上门检修维护,保障产品稳定高效运行,为生产助力。
Good after-sales service江苏百睿教育装备有限公司是上海百睿教仪集团于2016年12月在江苏省宿迁市成立建设的生产研发销售基地,根据集团要求以实训为目标,集专业研发、制造、销售为一体的科技型企业。致力于高等院校本专科、职业院校、技师学院的机械专业进行:智能柔性自动化、机器人合作、液压气动、模具设计及制造、机械创新设计、机械加工制造等专业方面产品的生产销售领域。获得国家级高新技术认证的企业-百睿教仪地处活力长三角,依托上海研发中心,生产销售厂区位于江苏宿迁市,具有投融资环境良好、科研力量雄厚、制造技术先进、制造能力强大、交通运输便捷、生态优美等有利条件。公司生产办公占地面积3万多平方米,拥有先进的成套加工设备、完善的产品检测工艺。公司设立了研发技术部、市场部、安全生产部、财务部、后勤供给部及科技攻关小组,人性化管理体制完善,监督机制健全,持续多年ISO9001:2015国际质量管理体系的规范严格运行,公司通过OHSAS18001:2007职业健康安全管理体系认证、ISO14001:2015环境管理体系认证,2020年通过了GB/T29490-2013知识产权管理体系认证,连续多年被评为:政府采购优秀供应商、中国自主创新品牌、中国教学装备行业国家重点推荐企业、中国教学装备行业优秀企业、国家节能环保产品、教育装备行业售后服务先进单位;获得了AAA级诚信经营示范单位、AAA级重合同守信用企业、AAA级资信等级企业、AAA级信用企业、国家315诚信企业、行业百强企业、全国质量信得过产品、国家权威检测质量合格产品证书。江苏百睿教仪的科研小组长期致力于产品的完善和创新,开发出的九大系列近百种稳定先进的理工科教学实训实验设备,使我公司的基础实用及创新型的科技产品在同行竞争中,优势明显!


 返回首页
返回首页 关于我们
关于我们